|
|
|
|
|
 |
|
[기계공학] 기계공작법에 대해
|
|
|
 |
학과: 기계공학과 실습자성명: 학번:
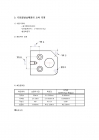
1. 밀링실습제품의 형상오차 측정
1) 사용기기
- 경사각 및 직각도 : 형상측정기(Profile Project)
- 평행도 : 다이얼 인디게이터(Dial Indicater)
120°21′28″
2) 측정위치 도면
3) 측정결과값
측정형상
도면치수값
측정값
오차값
|f도면치수값-측정값|
비고
경사각A
30°
30°21′28″
21′28″
다른 각 측정값-90
직각도B
90°
90°09′44″
09′44″
평행도A,B
18mm
A=17.156mm
B=17.309mm
|A-B|
0.153mm
형상측정기사용
평행도
(바닥면에대한)
0 - 1
인디게이터로 측정
평행의 최대 오차값
0.002mm
(눈금1당 0.002mm)
4) 측정결과 사진
5) 오차의 원인과 해결책
오차의 원인을 세 가지 이유로 생각해 보면
1.제조상에서의 원인 : 밀링 작업시 제대로 제조하지 못 했을 경우(커터의 마모등 포함)
해결방법 -] 기계의 사용법을 숙지하고, 치수를 정확히 안다.
2.측정상에서의 원인 : 형상측정기에 시료를 제대로 고정하지 않았거나 혹은 바늘로 경사를 읽어들이는 도중에 오류가 있었을 수 있다.
해결방법 -] 시료를 고정축에 평행하게 단단하게 고정하고, 바늘을 시료표면에 정확히
맞댄다.
3.제품상에서의 원인 : 제조 후 시료 가장자리의 마모 등에 의해 제조, 측정시에 오차가 없었더라도 정확한 값이 나오지 않았을 수도 있다.
2. 선반재품의 오차 측정
1) 사용기자재
- 벤치센터 : 양 센터거리 200mm
- 공구현미경(40X)
-형상측정기
2) 측정위치 도면
163°12′12″
3) 측정결과값
측정형상
도면치수값
측정값
오차값
|도면치수값-측정값|
직경값
¢22
19.466
2.534
.... |
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|













 2013.04.15
2013.04.15 7페이지
7페이지